|
A fundamental element of the propulsion system is the propeller. It is inevitable that they will suffer short or long term damage due to
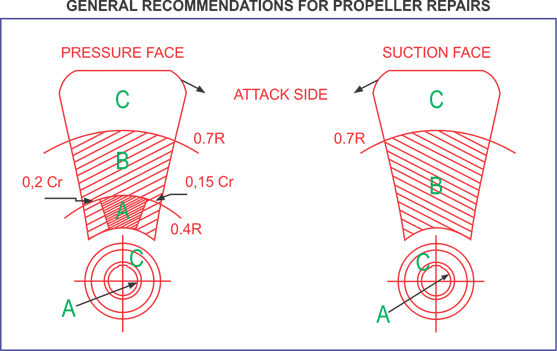
different factors such as use and the environment where they work. When checking whether a propeller is repairable or not, it is necessary to divide the propeller blades into 3 zones,
which are described as follows.
A Zone
This area is called the “critical area”, which is between the hub and the .4R radius.
In this zone, repair by welding is normally not allowed, unless you have an approval from a Classification Society.
B Zone
In this area of the blade, very high operating stresses can develop, therefore, welding repairs should be avoided as much as possible. Defects with depths less than 2 millimeters can be grinded.
C Zone
In this zone, welding repairs are normally allowed. The operating efforts are low. It is generally the thinnest section of the blade and in this case the welding repair is relatively safe. This requires a previously approved repair method.
To be able to repair each of these areas, it is important to determine the thickness and width of the blades, as they gradually wear out and may have decreased considerably. If the thickness and width are within tolerances, the repair can be made.
ADVANTAGES OF HEAT TREATMENT IN THE REPAIR OF PROPELLERS
Many of the repairs made to a partially damaged propeller include welding in their process, however, the importance of applying heat treatment to reduce post-weld damage should also be considered.
One of the defects that arise in the absence of heat treatment when repairing a propeller is the cracking of the weld and the welded joints as a consequence of the hardness, resistance and elasticity of the propeller material.

Heat treatment is a process that consists of heating metals or alloys in solid state at defined temperatures, keeping them at a constant temperature for a sufficient time, followed by adequate cooling in order to provide a product that meets our customer requirements.
The preheating temperatures for a propeller to be repaired should be applied 12 inches apart in the area to be repaired and should not have differences greater than 55° between one area and another every 12 inches apart.
These preheating are applied by a flame of natural gas or liquefied petroleum applied with torches, even oxyacetylene is used which, being more aggressive in heating, requires greater caution to avoid overheating on the piece.
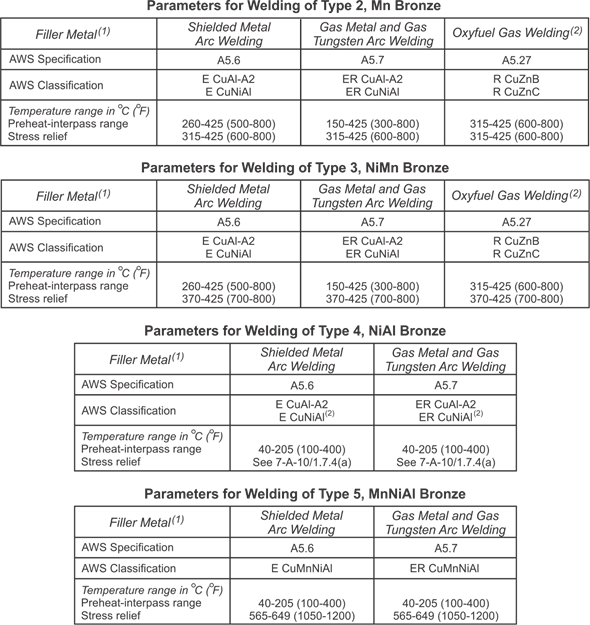
The following tables show the allowed temperature ranges.
RICE PROPULSION has trained personnel to supervise the application of this process in real time.
|

